
金属用丸鋸ノッチ加工機

ノッチマン
【 Ⅰ型 】 メタルサーキューラソー専用
【 Ⅱ型 】 コールドメタルソー、サーキュラソー、超硬丸鋸 共用
●φ160~510までの丸鋸
●100ダイヤホイール使用
●φ60~ボラゾンホイール使用
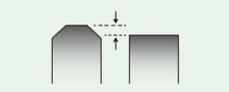
●t0.5ノッチ巾~1.0~対応

メタルサーキュラソー新研磨方式
ノッチ入りメタルソー研磨仕様について(一部 特許登録済み)
従来、ノッチ(溝)を入れるということが無かったので、研磨方法は①と②しかできませんでした。
ノッチを使うことにより、切削時間を短縮し、刃先への溶着を防ぎ、バリを減らし、刃欠けを減らし、切り終わりの材料の欠けも減少します。
名称
左
右
特徴
①千鳥刃

片側の刃数:全刃数/2
従来の薄物金属切削用で千鳥刃です。
片方の刃は全ての刃物数の半分です。
②トリプル
片側の刃数:全刃数/2
従来の厚物用で高低差付トリプル研磨です。
高低差によって、切削時に振動が起き、刃欠けが起き易い。
③ブレークレス

片側の刃数:全刃数/2
新たに特許登録された研磨方法で”ブレークレス研磨”と言います。
高低差を無くし車刃にノッチを入れました。
高低差が無いので鴫切削時に振動が無く、刃欠けが起きづらいのが特徴。
刃欠けが起きずらいのでカット数が伸び、更に再研磨時の擦り込みが減るのでメタルソーの寿命も長持ちします。
*特許登録済み
④ダブルノッチ

片側の刃数:全刃数と同数
左右にノッチを入れた方法で、ダブルノッチ研磨です。
従来は刃物を切削する時は、ピッチを狭くして刃数を増やしますが、片側の刃数を全ての刃数と同じにできるので、刃と刃の間隔を二倍(全刃数を半分)にすることができます。
刃室が広くなる分、刃先への溶着を激減させる為、割れを防ぎ、且つ溶着部分を無くすための再研磨擦り込みが減少するので、メタルソーの寿命が大変長持ちします。
⑤トリプルノッチ

片側の刃数:全刃数と同数
センターと左右にノッチを入れた方法で、トリプルノッチ研磨です。
薄物に最適。
